
详情
产品规格
图文详情
品牌:
中友自动化!@!-506573!@!506573!@!506573!@!506573
波峰数:
2
型号:
250SC
驱动形式:
自动!@!506579!@!506579!@!506579!@!506579
电流:
交流!@!506585!@!506585!@!506585!@!506585
产品别名:
小型波峰焊
预热区长度:
700
锡炉温度:
300
锡炉容锡量:
140
控温方式:
PID
启动功率:
9000
正常运行功率:
2
重量:
400
动力形式:
电力
焊接角度:
3-7
用途:
焊锡



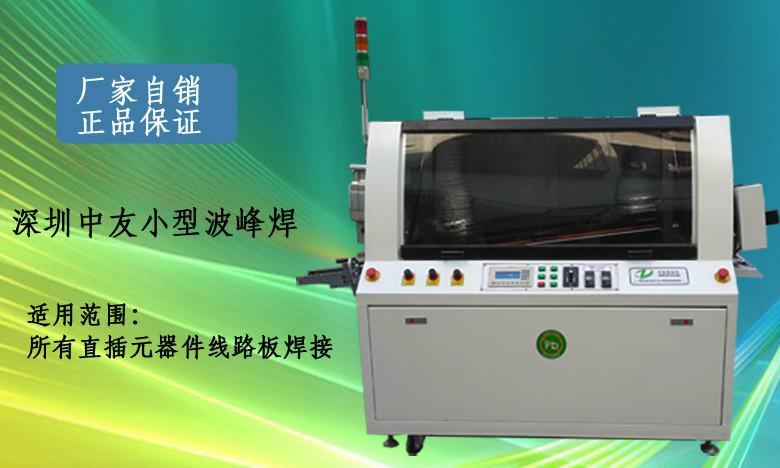
浙江波峰焊厂专业波峰焊生产厂家,中友自动化品牌波峰焊,专业技术,一流品质。
不良分析
残留多
⒈FLUX固含量高,不挥发物太多。
⒉焊接前未预热或预热温度过低(浸焊时,时间太短)。
⒊走板速度太快(FLUX未能充分挥发)。
⒋锡炉温度不够。
⒌锡炉中杂质太多或锡的度数低。
⒍加了防氧化剂或防氧化油造成的。
⒎助焊剂涂布太多。
⒏PCB上扦座或开放性元件太多,没有上预热。
⒐元件脚和板孔不成比例(孔太大)使助焊剂上升。
⒑PCB本身有预涂松香。
⒒在搪锡工艺中,FLUX润湿性过强。
12.PCB工艺问题,过孔太少,造成FLUX挥发不畅。
⒔手浸时PCB入锡液角度不对。
14.FLUX使用过程中,较长时间未添加稀释剂。
余姚市波峰焊,扬州波峰焊
着火
⒈助焊剂闪点太低未加阻燃剂。
2.没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
⒊风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
⒋PCB上胶条太多,把胶条引燃了。
⒌PCB上助焊剂太多,往下滴到加热管上。
⒍走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度
⒎预热温度太高。
⒏工艺问题(PCB板材不好,发热管与PCB距离太近)。
无铅波峰焊,有铅波峰焊
腐蚀
(元器件发绿,焊点发黑)
⒈ 铜与FLUX起化学反应,形成绿色的铜的化合物。
⒉ 铅锡与FLUX起化学反应,形成黑色的铅锡的化合物。
⒊ 预热不充分(预热温度低,走板速度快)造成FLUX残留多,
4.残留物发生吸水现象,(水溶物电导率未达标)
5.用了需要清洗的FLUX,焊完后未清洗或未及时清洗。
6.FLUX活性太强。
7.电子元器件与FLUX中活性物质反应。
惠州波峰焊,广州波峰焊
相关推荐





