
详情
产品规格
图文详情
产地/厂家:
太钢不锈
材质:
304
仓库:
佛山
规格:
0.5*1219*C
3.0*1219*C
1.0*1219*C
0.6*1219*C
0.9*1219*C
2.5*1219*C
2.0*1219*C
0.8*1219*C
0.7*1219*C
1.5*1219*C
表面:
BA
用途范围:
金属制品
电梯
建筑装饰
是否可定制:
是
是否可加工:
是
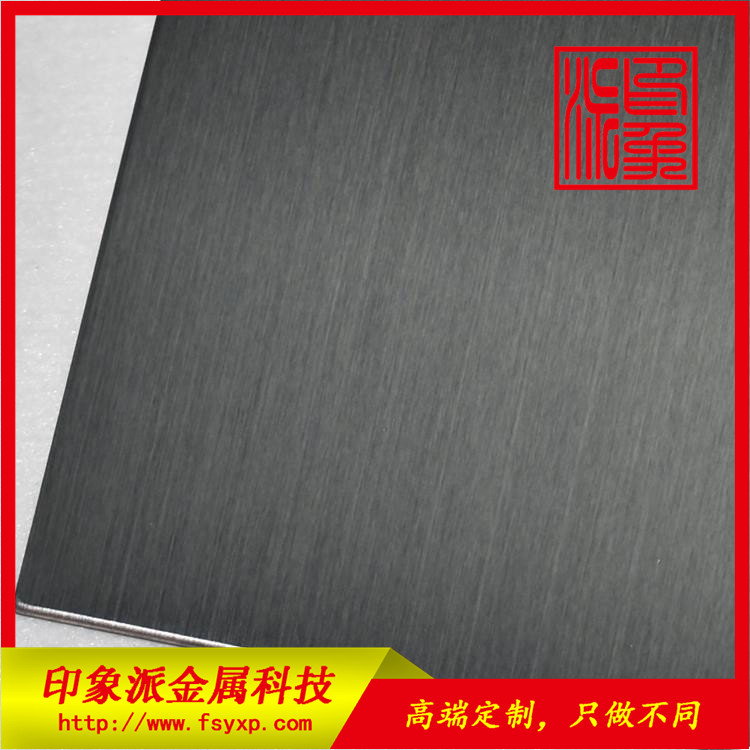
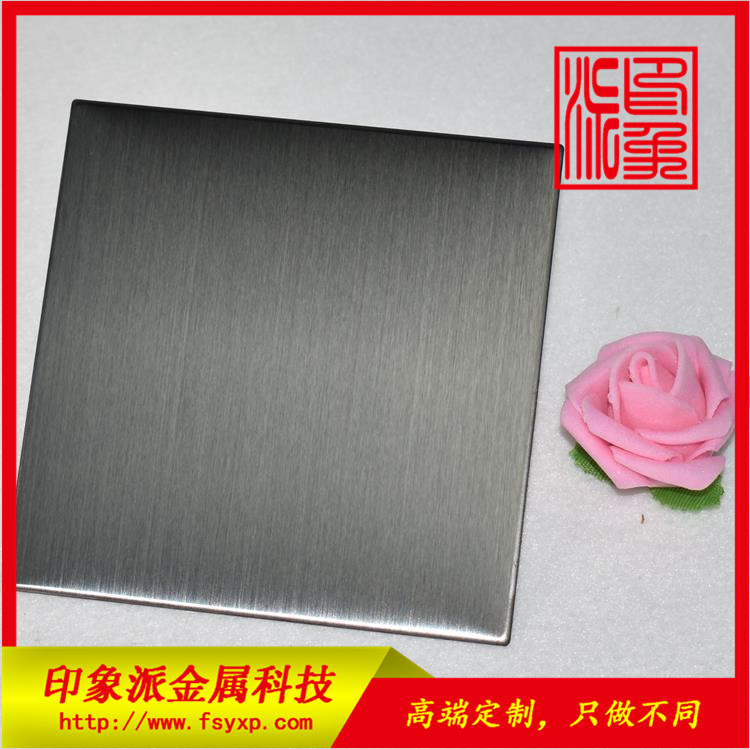
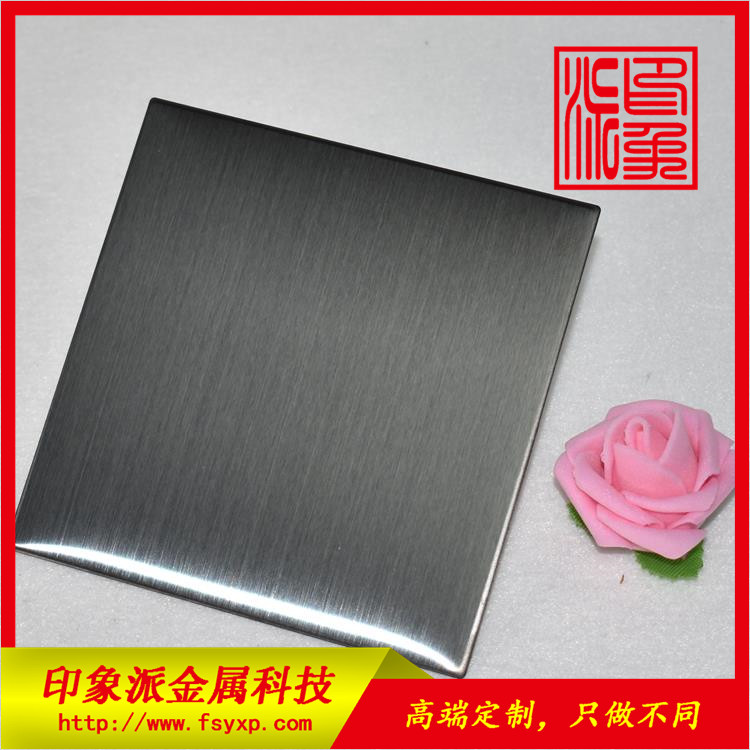
优质供应304不锈钢板,拉丝黑钛亮光不锈钢板
概述:不锈钢拉丝板就是不锈钢表面象丝状的纹理,这只是不锈钢的一种加工工艺。表面是亚光的,仔细看上面有一丝一丝的纹理,但是摸不出来,比一般亮面的不锈钢耐磨,看起来更上档次一些。
质量标准: 1.所有构件下料应保证准确,构件长度允许偏差为1mm。
2.构件下料前必须检查是否平直,否则必须矫直。
3.焊接时焊条或焊丝应选用适合于所焊接的材料品种,且应有出厂合格证
4.焊接时构件必须放置的位置准确。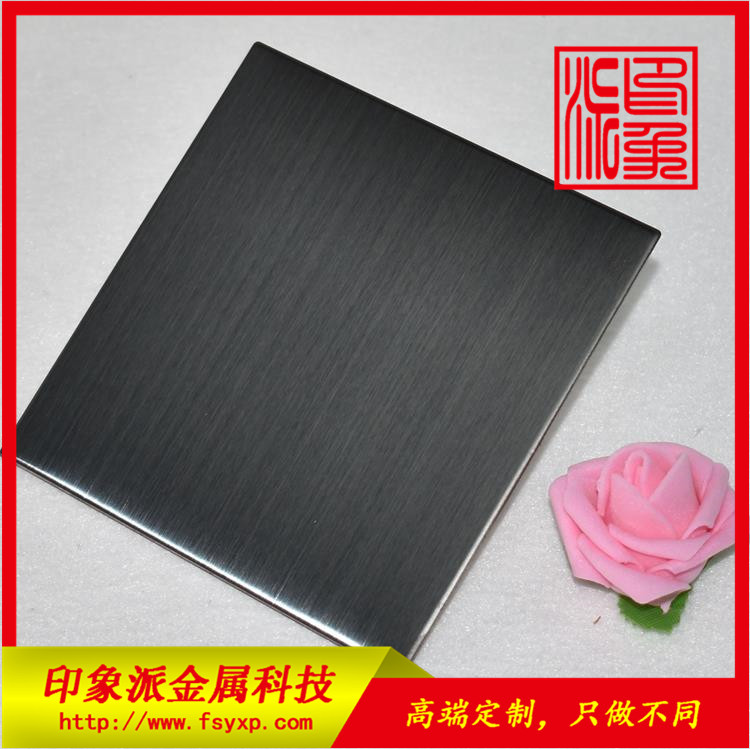
5 .焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6. 焊接完成后,应将焊渣敲净。
7.构件焊接组装完成后,应适当用手持机具磨平和抛光,使外观平顺光洁。
质量问题:
1、尺寸超出允许偏差:对 焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击 焊件。






